 "CONPROSYS" was introduced at the Komaki office in February 2016. Operations began in stages, starting with managing the number of circuit boards produced on the mounting line.
"CONPROSYS" was introduced at the Komaki office in February 2016. Operations began in stages, starting with managing the number of circuit boards produced on the mounting line.
From M2M/IoT Solutions to Industry 4.0 in the Future
"M2M" is a system in which devices operate by communicating with each other, and "IoT" is a mechanism in which data collected from a variety of devices is used over the Internet. A "M2M/IoT Solution" is a system integrating these two together. This enables data accumulation and utilization with remote operations over a wide area and realizes "visualization" at sites in various industrial fields.
Contec, a leader in computer-based electronic measurement and FA control market, a provider of expansion boards for measurement control of various sensors and field equipment, and a creator of over 50,000 M2M/IoT systems for solar power generation and infrastructure facility fields, makes the most of its accumulated development technology and expertise to expand its CONPROSYS series of M2M/IoT device and cloud service products for simple, convenient, and easy-to-use solutions.
In the near future of M2M/IoT Solutions is "Industry 4.0", a major project that originated from the German government. Deemed the "fourth industrial revolution", Industry 4.0 will be an overhaul of the manufacturing costs for the 21st century stemming from a digitization of the industry. In anticipation of this, Contec is developing its CONPROSYS PAC Series of new generation industrial controllers that complied with IEC 61131-3. We are already preparing to open up a new era in IoT.
Promoting IoT with Real Profits, Aiming for Visualization and Fascination
CONTEC has ambitiously worked on solutions that focus on the big picture of trends in the switch to the IoT around the world. However, just as it is said that the darkest place is under the candlestick, the switch to the IoT at Komaki factory, which is our main domestic production base, had not progressed at all. The factory did not have high productivity, which made it necessary for us to find a prompt solution to this problem. Hence, the goals at this work site were set to make use of the accumulation of manufacturing data to improve productivity and to actively promote visualization to immediately achieve innovation toward an "IoT plant which produces variety of products with small lots." To meet these goals, we started introducing "CONPROSYS," a CONTEC product.
The issues that are being confronted are making the manufacturing process visible, i.e. visualization, performing analysis and improvement in real time, planning for the optimization of processes, improving productivity and reducing costs, and achieving production management and quality control that shorten the lead-time.
Meanwhile, several secondary benefits can also be anticipated with the implementation of Contec products. Before proposing the solutions we have created in house to our customers and partners, these solutions undergo repeated trials, resulting to be improved to make them better products. The results are provided as feedback to the technical and sales teams to help with product development and sales promotion. By using plant tours to describe the utilization case studies of CONPROSYS as it is implemented in the plant, the factory itself becomes a real showroom that we can demonstrate to customers. We can also increase business opportunities by getting the customer to better understand the uses of CONPROSYS.
If the improvement and optimization of quality, cost, and delivery (QCD) are an effective measure for realizing visualization at a production base, utilization case studies in the form of a plant showroom is the best measure to fascinate customers and demonstrate the usefulness of CONPROSYS.
Actively Using Own Products to Gain Successful Experience
Director Nakamoto of the Production Management Department that implemented CONPROSYS at own factory with the goal of significantly improving productivity as "IoT plant which produces variety of products with small lots“ was asked to provide specific results.
"We're now able to monitor in real-time various data and information on a tablet or smartphone, including production status, cell production operation status, and temperature and humidity of our factory."
He said that the problem-solving procedure and response time have significantly improved by achieving visualization through IoT.
"In the past, we used to analyze and make decisions after looking at the actual figures. This is visualized with easy-to-understand graphs and tables for quick detection of errors and identification of issues to enable us to quickly take proper actions."
As a result, productivity has steadily improved, and enhanced efficiency has reduced costs.
"In the future, we will review warehouse handling and lines of flow, optimize part storage, retrieval, and delivery, shorten lead-time, and optimize various plant operations."
 Screen confirming the number of PCBs produced
Screen confirming the number of PCBs produced
 In the next term, cameras and printed QR codes using laser markers will be used to read data so as to monitor the operating status of mounting lines and improve processes.
In the next term, cameras and printed QR codes using laser markers will be used to read data so as to monitor the operating status of mounting lines and improve processes.
 GPS positioning of position information in a parts warehouse. A layout is underway to achieve optimization through more efficient handling, positioning, and lines of flow.
GPS positioning of position information in a parts warehouse. A layout is underway to achieve optimization through more efficient handling, positioning, and lines of flow.
Finally, we asked for a self-assessment of the actual implementation of CONPROSYS.
"I may be singing my own praise (laughs), but I understood that we were able to achieve the results as expected. I experienced for real the benefits of M2M/IoT optimal solution that are simple, convenient, and easy-to-use while flexibly customizing under requests."
Convenient Features of CONPROSYS That Enabled Visualization at Komaki Factory
Cloud data service (CDS)
IoT systems can be constructed from the smallest and optimal scale. It is also possible to easily link with other systems by using external APIs. CONPROSYS can collect and store data from everything ranging from sensors and controllers to cloud servers. This makes it easy to introduce M2M services. Security is complete with operations using a SaaS model.
Task scripting function
Signal processing can easily be added with web browser operations without using a development environment. Programming can be performed with a scripting language just by setting icons from a web browser. Web operations can be used to easily set task processing such as the settings of alarms and filters, condition judgment, and external communication.
Signal input and output function
The CONPROSYS Series controller supports a wide range of controllers and sensors and is fully equipped with interfaces for signal input/output. Two types are available: an integrated type that is an all-in-one device and takes up a small amount of space and a configurable type with excellent expandability. It is a highly durable, highly reliable, and energy-saving design.

-
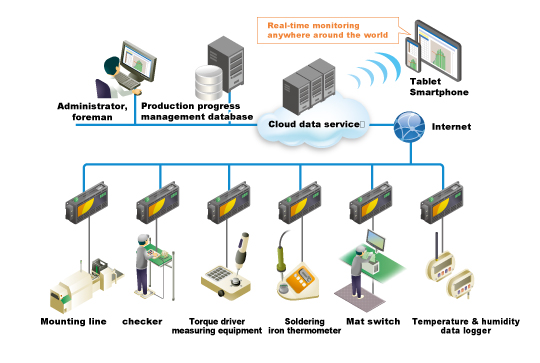
A. Collected and accumulated data can be visualized in real-time and in an easy-to-understand format by information type
Centrally manage various phenomena in the plant using visualization. Improve productivity and efficiency while reducing costs.
-
B. Set up the online check before work with torque drivers
-
C. Online management of the temperatures of the tips of soldering irons
-
D. Putting the measurement results of electrostatic checkers online
-
E. Digital signal input and output: Manage cell production operation status
A mat switch is arranged for each cell production booth, and the ON/OFF status is input by signal. Data such as operation time, operation rate, and away status are sent, and changes in operation status and production count are managed in real-time as visualized information.
-
F. Analog signal I/O: Manage the environment by measuring the temperature and humidity inside the plant
The temperature and humidity in the work area are measured, and the heat index (WBGT) is monitored inside Komaki Factory. A graph is utilized to visualize and centrally monitor environmental management of warehouses that require a certain temperature and humidity.
-
G. Pulse signal I/O: Management of the number of cards produced on a mounting line
The production count is measured with a counter function using the ON/OFF signal of a light tube equipped on the mounting line. Production plans and work information are referenced and sent to a cloud service.
Implementation Points
Challenges
In addition to proving the usefulness of Contec products, which is the main goal, Komaki Factory faced the realistic issue that it was slow to achieve visualization through IoT compared to other companies, but with rapid implementation in house, the company also had the intention to create innovations in production.
Results
Before implementation, only the actual data could be confirmed using figures in the legacy production management system, but after implementation, the production status, operation status, and work site environmental management could be visualized in real-time using a tablet or smartphone, thereby greatly improving productivity.
Profile
- Comment from Kenji Nakamoto, Director, Production Management Department
- The benefit of visualization with M2M/IoT Solutions is that we are able to collect and accumulate a variety of data without burdening or taking time from employees working at the production site. We can also manage situations in real-time. In addition, we can share the schedule and progress status for each product. Implementing IoT, that is to say visualization, has benefits in various areas of the production base including processes, practices, equipment, quality, and energy savings. Please come and experience it for yourself.
Products Used
Return to Implementation Case Studies